

Bagi seorang Welding Inspector atau Pemeriksa las,Yang harus sangat penting di perhatikan adalah ada atau tidak nya cacat atau kesalahan dalam suatu proses Penyambungan Pengelasan, cara mendeteksi cacat dan cara menemukan adanya cacat pada hasil dari suatu Las lasan.
Cara mengatasi atau cara memperbaikinya dan cara mencegah supaya jngan terjadi pengulangan serupa terhadap kesalahan dalam melakukan proses Pengelasan.
Kesalahan kesalahan Las dapat di bagi Sbb;
- 1. Kesalahan Yang Supervisial (terlihat Mata )
- 2. Kesalahan Yang tidak dapat di Lihat dengan Mata (Internal Defect )
1.Kesalahan yang supervisial ( Terlihat ).
Jenis jenis kesalahan ini meliputi :
A. Undercutting

B. Weaving Fault

Hal ini disebabkan karena cara pengelasan terlalu goyang (gerakan Electroda terlalu besar.)
C. Surface Porosity

- Kampuh yang kotor.
- Electroda yang basah.
- Gas yang berasal dari bahan yang mengandu-
ng Galvanis
- Temperatur Udara sewaktu melakukan Prose-
ses pengelasan terlalu lembab (Basah ).
D. Fault Of Electrode Change (Kesalahan penggantian Electroda).

Tukang las (Welder) yang belum begitu ahli pada permulaan proses pengelasan , umumnya pada saat mulai pengelasan gerakan electrodanya (Kawat Las) terlalu pelan.
E. Weld Spatter (Percikan percikan Las).

hal ini di sebabkan Karena :
- Arus yang terlalu Besar.
- salah Jenis Arus.
- salah dalam Polarisasi.
F. Alur Las Terlalu Tinggi.

Hal ini di karenakan Oleh ;
- Arus yang terlalu Rendah.
- Electroda yang terlalu dekat dengan bahan.
G. Alur las Terlalu Lebar.

hal ini di sebabkan karena proses pengelasan di lakukan terlalu lamban.
H. Alur Las tidak beraturan..

I. Alur Las Terlalu Tipis (cekung).

J. Retak Longitudinal permukaan.

- Pembedaan material yang menyebabkan pertumbuhan kristal dalam bahan las atau karena terjadinya Air Hardening sewaktu las mendingin ( Kerapuhan ).
- Disebabkan oleh besarnya tegangan di dalam bahan akibat jenis bahan atau sisa tegangan sebelum pengelasan , serta tegangan akibat pengkerutan.
K. Retak Transversal ( Melintang sumbu)

juga dikarenakan stress corrosin ( Korosi tegangan).
2. Kesalahan Yang Non Visual (Tak Tampak).
Diantaranya adalah ;
A. Dasar concave ( Cekung ).

Hal ini terjadi di karenakan pada pengelasan pertama terjadi pencekungan. ini di sebabkan karena arus terlalu besar , sehingga sebagia bahan jatuh ke bawah, atau juga karena kecepatan las terlalu tinggi pada pengelasan pertama.
B. Dasar berlubang lubang.

C. Dasar berjanggut.

juga pada las Overhead dapat terjadi hal yg sama. untuk hal yg terdahulu di sebabkan oleh letak Electroda yang terlalu dalam pada pengelasan pertama sementara weld travel terlalu l;amban.
Untuk hal yang ke dua di sbb kan karena pergerakan Electroda yanga salah dan travel lamban.
D. Incomplate penetration.

Adalah pproses pengelasan pertama yang tidak tembus ke bawah. hal ini dei sebabkan ole4h oleh beberapa hal yaitu ;
- letak electroda sewaktu pengelasan pertama
terlalu tinggi.
- sewaktu pengelasan pertama , arus yang di -
pakai terlalu lemah.
- jarak sisi sisi kampuh terlalu rapat.
D. High Low ( Tinggi Rendah ).
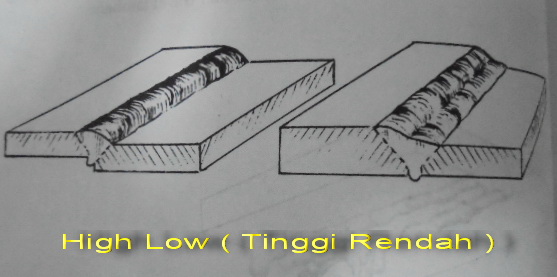
hal ini di sebabkan karena dua hal yaitu ;
- Letak bahan yang tidak sama rata sewaktu me
melakukan proses Fit-Up.
- tebal atau ukuran bahan yang berbeda.
F. Retak Kaki Burung (Bird claw crack)

Hal ini biasa terjadi pada proses pengelasan plate tipis, di sini ahir electroda (sewaktu pengelasan di hentikan) tidak di pertebal lagi , atau di tambah bahan.
Akibatnya sewaktu mendingin terjadi pengerutan yang mengakibatkan bentuk retak tersebut.
Untuk beberapa jenis kesalahan yang supervisial dapat dengan mudah di deteksi karena berada sebelah luar bahan seperti jenis jenis kesalahan pada item yg kita bahas tadi.
sedangkan untuk jenis jenis kesalahan pada dasar las lasan pada umumnya hanya dapat di lihat setelah las lasan di balik (untuk pekerjaan jenis plate) atau pada ujung ujung sambuangan pipa.
Untukmtempat tempat lain yang tidak dapat di lihat langsung dengan mata, dapat menggunakan alat bantu seperti misalnya,Introscope ataupun alat NDT .
sumber.X sprech
Petunjuk kerja las (SW).







